Tuesday, Jan 10 2017
More Lathe Tweaks
Back in Sept I replaced the spindle bushings. I don’t now what I I may have done wrong other than possibly running the lathe with spindle too tight or too loose for too long. In any case the the runout started getting worse with extra play at the front. I ordered a replacment bushing. It arrived yesterday.

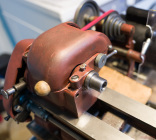
Testing bushing play
I used this test setup not to get absolute values, but to compare the new bushing with the one I removed from the lathe. Yep, the new had less play. In this setup I could move the bushing up/down about 2 thou. The bushing I took out of the lathe moved about 5 thou.

Bushings at both ends
I never paid close attention to the drive pulley and gear assembly. I should have. There are two bushings for that unit. One should go at the gear end of the unit and the other at the large pulley end. When I verified that on the 618 mailing list it was mentioned that the two bushings make a pocket to hold oil when using the back gears.
Both bushings on mine were pushed to the gear end of the unit. Maybe that’s part of the reason oil was often flung out from the gap between drive pullen and bull gear when using back gears. Bushing position is now fixed.
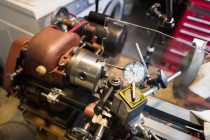
Warming up

terrible
I let the lathe run for a while at hits highest speed. No vibrations. No funny noises. No excess temperatures. Seems OK. I measured the runout at the spindle flange and got about 2 thou on both the face and the edge of the flange. That seems to be the best I can get with this lathe.
The morse taper, on the other hand, is a mess. It feel very rough. I think it’s led a hard life. Runout is almost 10 thou. If I need to use the center I’ll re-turn the 60 degree taper.

About a thou
Also about a thou
Measurements with the 3-jaw chuck were a pleasant surprise. The backing plate was machined on the lathe. I hoped I didn’t need to redo that job because of changes with the new bushing. Turned out to not be an issue.
Runout measured on some 1/2" drill rod near the jaws was about a thou. Runout measured on the face of the chuck was about a thou. That is better that it used to be. It also better that I expected. I might not need to use the 4-jaw chuck so often.
Sunday, Jan 29 2017

Drastic measures
As mentioned above, the morse taper on the lathe is a mess. I blued the taper and used a 2MT center to see how bad. There was almost no contact save a ring about 1/4" from the end. You can just see the location of the ring in the photo.
A 2MT has a taper of .050” per inch of travel. I marked out exactly two inches on the compound slide and adjusted it until I indicated .050” over the two inches. That will cut a taper with radius of 0.025" per inch of travel. Once indicated I mounted my dremel to the tool post and made a series of very light grinds about 1” deep using the compound slide. I didn’t have a grinding wheel that would let me go any deeper. Also, my goal was mostly to get rid of the ridge at the front of the taper, not re-grind the entire spindle.
I perhaps stopped a bit too soon, but didn’t want to screw things up worse given I wasn’t grinding the entire length of the taper. I did get rid of the ridge. Re-bluing the taper and testing with the center showed much better (but still not great) contact on the 2MT center. Measured run-out on the center went from over 0.010" to about 0.002”. It could certainly be better, but I’m happy enough for now.