Tuesday, Aug 16 2016

headstock cover hinge
headstock cover hinge

headstock cover installed
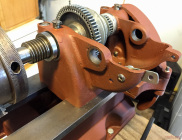
At some time in the past one of the ears where the headstock cover attaches to the headstock broke. A previous owner removed the back gears and drilled a couple of holes to mount a steel plate that stuck out enough to work as a cover mount. The plate, however, got in the way of the back gear lever so the backgear shaft was inserted so the lever was on the left side. I’m guessing it was about that time the two back gear collars used to position the backgear were lost.
I threw away the steel plate and counter sunk one of the holes drilled into the side of the headstock. I ground away part of broken ear so I could mount a strap to the inside of the headstock held in place with a spacer. I think it is sturdy enough and won’t get in the way of the drive belt.
Some 10-24 hardware takes the place of the original hinge pins. Note the new drive belt. I got 5' worth of PowerTwist Plus V-belt. That’s more than enough for both the countershaft to lathe and motor to countershaft.

Power
I wired up and checked the motor on Friday. It seems to work well. I have to bore out motor sheave to fit the 5/8" shaft of this motor. The original Sears motor had a 1/2" shaft. That will be done later this week. As soon as that is done I’ll apply power for the first time. If all is well I’ll then be able make the collars needed to install the backgear assembly.
I’ll also have to buy a bunch of tooling.
Friday, Aug 19 2016

It turns
A neighbor with a lathe bored out the motor drive sheave to 5/8” this afternoon. I got it mounted on the moter and bolted the motor down in position. Time for a test.
It turns. I will be reminded of this moment every time I look at the line of oil splashes on the T-shirt I was wearing. Seems I lubricated the chuck a little too well. And speaking of the chuck… the jaws are not parallel to each other. It doesn’t hold things well. Also, without a draw bar it’s hard to get the morse taper to seat. More things to buy.
Run-out at the spindle flange is a little less than .003".
Tuesday, Aug 30 2016
Tooling has arrived. The nose of the spindle had been abused over time and it took much effort with a poor mans thread chaser (a nut of the appropriate size with a slot cut in its side) and a thread file to get the 1"-8 threads to accept a 1"-8 nut and the 1"-8 backing plate for the new chuck. The backing plate needs to be machined on the lathe. Before I do that I want the lathe to be as accurate as it can be. Right now I’ve got lots of wobble.
Wednesday, Aug 31 2016
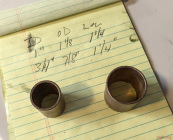
New sleeve bearings on order
These spindle sleeve bearings are shot. New are less than $10 delivered to my door. I will have to wait a week, though. The local bearing houses did not have the sizes I needed in stock.